








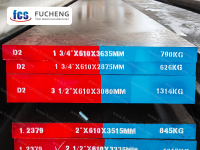
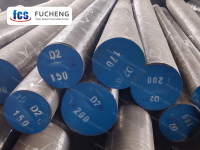

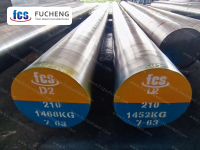

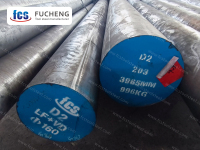
Keluli Alat D2 | 1.2379 | X155CrVMo12-1 | SKD11
Sebagai penanda aras untuk keluli acuan kerja sejuk berkarbon tinggi dan kromium tinggi, teras utama keluli D2 terletak pada nisbah tepat kandungan kromium 12% dan karbon 1.5% untuk membentuk sebilangan besar karbida keras. Ia mengekalkan kekerasan ultra tinggi iaitu 60-62HRC di samping mempunyai rintangan haus yang lebih baik daripada keluli alat biasa (5-8 kali ganda daripada keluli biasa). Selepas rawatan haba yang sesuai, keluli D2 boleh meningkatkan prestasi anti-retaknya dengan ketara, terutamanya sesuai untuk senario haus kekuatan tinggi seperti acuan tebukan ketepatan dan alat pemotong ricih. Keluli D2, yang dikenali sebagai "keluli separa tahan karat", juga membentuk filem pasif pada permukaannya untuk melambatkan kakisan, menjadi pilihan klasik untuk mengimbangi prestasi dan kos dalam bidang perindustrian.
- Fucheng steel
- China
- 1 bulan
- 2,000 Tan/Bulan
- maklumat
- Video
- Download
D2 KELULI ALAT
| Kaedah Peleburan dan Pembuatan: | LF+VD+Ditempa |
| Syarat Penghantaran: | Disepuh |
| Kekerasan penghantaran: | ≤255 HBS |
| Piawaian Ujian UT: | Sep 1921-84 Kelas 3 D/d, E/e |



PERBANDINGAN GRED KELULI D2 DAN PERBANDINGAN KOMPOSISI KIMIA
| Gred Standard/Keluli | Komposisi Kimia (%) | ||||||
| C | Dan | Mn | Cr | Untuk | Dalam | ||
| ASTM | D2 | 1.40~1.60 | ≤0.60 | 0.10~0.60 | 11.00~13.00 | 0.70~1.20 | 0.50~1.10 |
| DIN/W-No. | X155CrVMo12-1/1.2379 | 1.45~1.60 | ≤0.60 | 0.20~0.60 | 11.00~13.00 | 0.70~1.00 | 0.70~1.00 |
| DIA | SKD11 | 1.40~1.60 | ≤0.40 | ≤0.60 | 11.00~13.00 | 0.80~1.20 | 0.20~0.50 |
PERMOHONAN
Keluli alat D2 sesuai untuk keluli alat dengan ubah bentuk kompleks, semua jenis acuan setem sejuk dengan rintangan haus yang tinggi dan jangka hayat yang panjang, bilah ricih sejuk, dan plat penggelek benang; Pembentukan penyemperitan sejuk, filem regangan, kepingan keluli tahan karat bir dan acuan pemotong imbangan daripada bahan kekerasan tinggi, dsb.
CIRI-CIRI KELULI D2
Sebagai wakil keluli alat karbon tinggi dan aloi kromium tinggi, ciri teras keluli D2 berpunca daripada reka bentuk komposisi kimianya yang unik. Nisbah kandungan karbon 1.4% -1.6% kepada kandungan kromium 11% -13% dalam keluli D2 membentuk sebilangan besar zarah kromium karbida keras, yang merupakan asas mikroskopik sifatnya.
Kelebihan keluli D2 yang paling ketara ialah rintangan haus yang melampau, dengan kekerasan 58-62HRC selepas rawatan haba. Ciri ini menjadikan keluli D2 sangat baik dalam bidang acuan kerja sejuk, terutamanya sesuai untuk menahan haus hentakan berkekuatan tinggi pada kepingan logam.
Keluli D2 mempunyai ciri-ciri pengerasan penyejukan udara yang sangat baik, dan kekerasan yang tinggi boleh diperolehi melalui penyejukan udara. Keupayaan pengerasan sendiri keluli D2 mengurangkan risiko ubah bentuk rawatan haba dengan ketara, yang penting untuk pembuatan acuan ketepatan dan boleh mengekalkan kestabilan dimensi dalam lingkungan ± 0.05mm.
Walaupun dikelaskan sebagai keluli yang dikeraskan udara, D2 masih mengekalkan ketahanan sederhana. Melalui kawalan proses pelindapkejutan berperingkat, ketahanan hentaman keluli D2 boleh mencapai 20-30J/cm², menjadikannya bahan yang mempunyai keseimbangan yang baik antara keluli tahan haus.
Keluli D2 mempamerkan rintangan kakisan antara keluli karbon biasa dan keluli tahan karat. Filem pasifasi yang dibentuk oleh unsur kromium dalam keluli D2 memberikannya keupayaan pencegahan karat asas, tetapi perlindungan permukaan masih diperlukan untuk pendedahan jangka panjang kepada persekitaran lembap.
Proses rawatan haba mempunyai kesan yang ketara terhadap sifat-sifat keluli D2. Laluan proses yang disyorkan adalah pelindapkejutan minyak pada 1020-1040 ℃ dan pembajaan pada 180-220 ℃. Keluli D2 boleh mencapai nisbah kekerasan dan ketahanan yang optimum, dengan kadar penukaran austenit baki melebihi 95%.
Perhatian harus diberikan kepada pemilihan alat pemotong semasa memesin keluli D2. Adalah disyorkan untuk menggunakan alat pemotong aloi keras atau CBN, dengan kelajuan pemotongan dikawal pada 80-120m/min dan penyejukan yang mencukupi untuk mengelakkan pengerasan kerja.
ARAHAN RAWATAN HABA KELULI D2
Pemanasan awal: Untuk keluli D2, Untuk meminimumkan herotan dan tegasan dalam alat yang besar atau kompleks, gunakan pemanasan awal berganda. Panaskan pada kadar tidak melebihi 400°F sejam (222°C sejam) hingga 1150–1250°F (621–677°C), samakan, kemudian panaskan hingga 1400–1450°F (760–788°C). Untuk alat biasa, gunakan hanya julat kedua sebagai pemanasan awal tunggal.
Austenitisasi (Haba Tinggi): Untuk keluli D2, panaskan perlahan-lahan dari suhu prapanas hingga 1850–1875°F (1010–1024°C) dalam relau atau rendaman garam.
Pelindapkejutan: Untuk keluli D2, Sejukkan di udara atau di bawah gas bertekanan hingga 125–150°F (51–66°C). Bahagian sehingga 4 inci (101.6 mm) tebal akan mengeras sepenuhnya apabila disejukkan udara dari 1575°F (857°C); bahagian sehingga 6 inci (152.4 mm) tebal akan mengeras sepenuhnya apabila disejukkan udara dari 1625°F (885°C).
Pembajaan: Untuk keluli D2, Panaskan dengan segera selepas pelindapkejutan. Tahan selama 1 jam setiap inci ketebalan (minimum 2 jam), kemudian sejukkan udara ke suhu ambien.
Untuk rintangan haus maksimum, suhukan pada 300–350°F (149–177°C) untuk mencapai 62–64 HRC.
Untuk keseimbangan optimum antara rintangan haus dan ketahanan, suhukan pada 500–550°F (260–288°C), menghasilkan 58–60 HRC.
Untuk ketahanan maksimum, lakukan pembajaan berganda (2 jam + 2 jam) melebihi 950°F (510°C), menghasilkan kurang daripada 58 HRC.
Untuk keratan rentas lebih besar daripada 6 inci (152.4 mm) atau alat yang akan diproses EDM selepas rawatan haba, rendam selama 4–6 jam pada suhu pembajaan di bawah 950°F (510°C) untuk mengurangkan tekanan dalaman dan meningkatkan kestabilan.
Penyepuhlindapan: Untuk keluli D2, lakukan selepas kerja panas dan sebelum pengerasan semula. Panaskan pada kadar tidak melebihi 400°F sejam (222°C sejam) hingga 1600–1650°F (871–899°C), tahan selama 1 jam seinci ketebalan maksimum (minimum 2 jam), kemudian sejukkan dalam relau pada kadar tidak melebihi 50°F sejam (28°C sejam) hingga 1000°F (538°C). Teruskan menyejukkan ke suhu ambien di dalam relau atau di udara. Kekerasan akhir selepas penyepuhlindapan hendaklah ≤255 HBW.





